Pultrusion
Pultrusion is a process which is very much similar to the profile extrusion process. The difference is that pultrusion doesn't provide the uniformity and flexibility ofproduct control and / or automation. With this process, high output is very much expected and it is used to constantly produce simple shapes like tubes, rods, and angles. These mainly incorporate reinforcement like fiberglass and others. With this process, products with higher strengths can be made. Actually, the process of pultrusion can be used in the construction of road bridges. To achieve the loadings of up to 60% glass, excellent fibre alignment is important which is ensured by including glass or other fibers into the extrusion.
Pultrusion Process
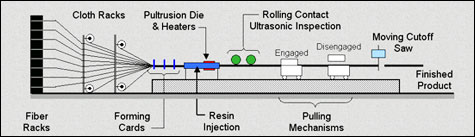
Pultrusion process is of continuous type and it is done on three shifts. Specifically ideal for mass production, the entire process is carried out in following steps:
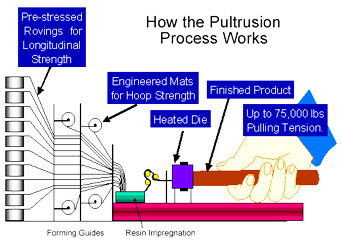
- Reinforcing fibers are pulled from creel
- Reinforcements are guided towards the impregnation station that passes via preforming station. Here, the mats and rovings are carefully guided in the consecutive steps
- Impregnation of the entire filament of every roving & mat takes place, as these pass via the bath having the resin formulation
- Composite material is introduced in the heated steel die, which is precision-machined to the profile's final shape that is to be produced
- At the time of pulling the material through the die, an exothermic reaction is initiated in the thermosetting resin matrix
- At last, a GRP profile with final cross-sectional dimensions, exits the pultrusion die. This profile is completely cured. For constant movement, the pulling mechanism can be any of the two types, two reciprocating clamps or a caterpillar-type puller
- Finally, the profile is cut to the required length by the way of automating flying cut-off saw.
Sub Processes In Pultrusion
| Resin Impregnation |
The reinforcement passes through a resin bath and is suitably
impregnated with resin. |
| Molding |
The resin impregnated reinforcement is introduced in the heated
die. Here it is cured into a solid composite, which exits from the die. |
| Pulling and Cut Off |
The solid cured composite is constantly pulled for continuous production. An automatic saw at the downstream end issued for cutting the product to the required length. |
|
Reinforcements And Resins For Pultrusion
| Reinforcements |
Stitched Mat
Direct Rovings
UD Mat |
| Resins |
Polyester
Epoxy
Vinyl Ester
Phenolic |
|
 Advantages of Pultrusion Advantages of Pultrusion
- Improved structural properties of laminates
- Volatile emissions are limited by enclosing the resin impregnation area
- High glass content is achievable
Disadvantages of Pultrusion
- It is difficult to pultrude a profile with complex cross section
- High initial investments
- Only the uniform cross section profiles are feasible
|
|